Laboratórium strojárskej metrológie
Laboratórium slúži na výuku Strojárskej metrológie prevažne študentov tretieho ročníka bakalárskeho štúdia v
odboroch Všeobecné strojárstvo a Mechatronika. Študenti získajú praktické znalosti a zručnosti v meraní dĺžkových
rozmerov, akosti povrchu, hlavných parametrov strojných súčastí ako závity či ozubené kolesá, zoznámia sa s
pracovnými meradlami, presnými mechanickými i optickými prístrojmi, naučia sa merať absolútnymi i komparačnými
metódami a spracovávať a vyhodnocovať výsledky z merania.
|
|
|
Legenda

aktuálne prospekty a
katalógové listy
| 
dobové prospekty a
katalógové listy
| 
animácie a
virtuálne prístroje
| 
schémy prístrojov,
výkresy a popisy
| 
certifikáty a
atestačné listy
| 
manuály a
postupy merania
|
| |
Rôzni výrobcovia
|
posuvné meradlá
|
|
Popis:
|
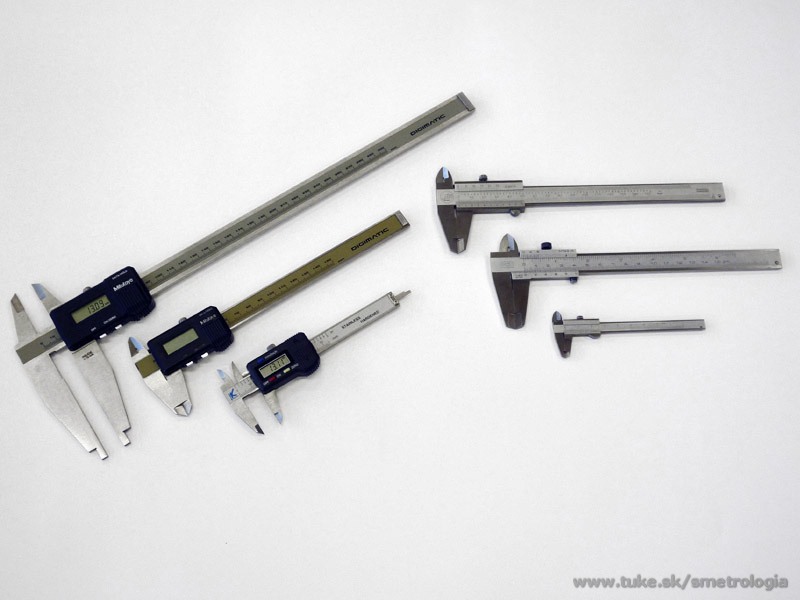
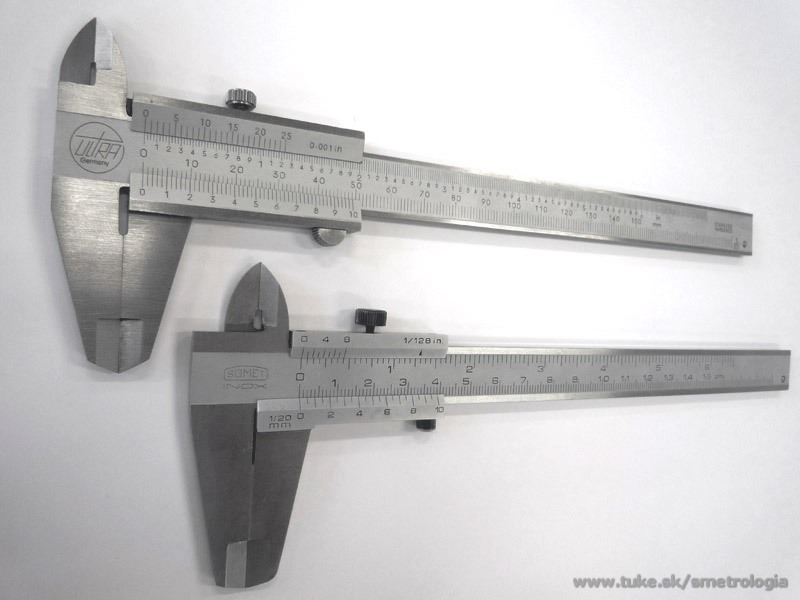
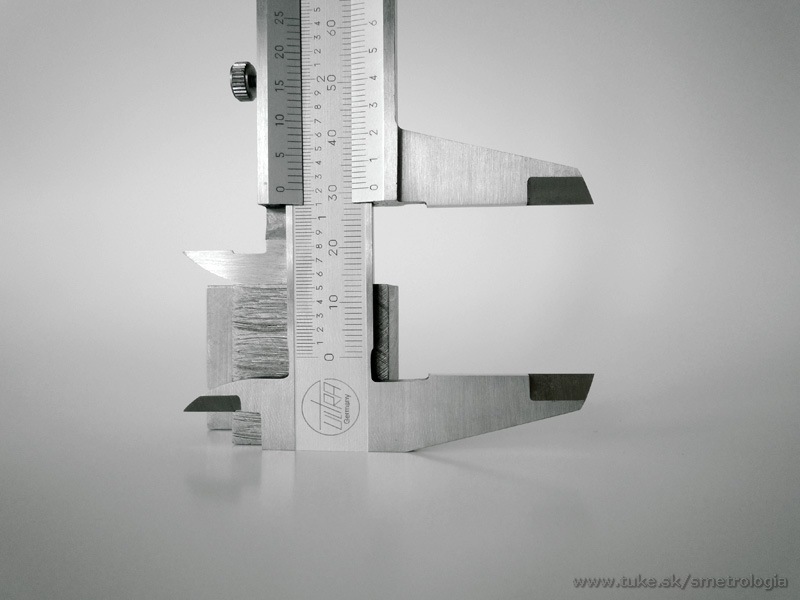
Posuvné meradlá sú jednoduché ručné meradlá pre zisťovanie dĺžkových rozmerov súčiastok. Posuvnými meradlami je možné merať vonkajšie i vnútorné rozmery, hĺbky či odsadenia. Štandardné posuvné meradlo využíva princíp nonia pre delenie stupnice. Princíp odčítania nameranej hodnoty v medzipolohách využívajúci nonius vynašiel v roku 1631 francúzsky matematik Pierre Vernier. Táto stupnica sa v určitých jazykoch nazýva aj vernierová po tomto vynálezcovi, no vo väčšine krajín sa zaviedol pojem noniová. Nonius je latinské meno portugalského astronóma a matematika Pedra Nunesa. Ten v roku 1542 vynašiel mierne odlišný spôsob získavania nameraných hodnôt, ktorý bol predchodcom dnešnej noniovej stupnice.
Desatinový (1/10) dĺžkový nonius je stupnica 10 mm prípadne 19 mm dlhá, rozdelená na 10 rovnakých dielikov. Poloha začiatočnej noniovej rysky ukazuje na hlavnej stupnici počet celých milimetrov a ryska nonia, ktorá je stotožnená s niektorou ryskou hlavnej stupnice, označuje počet desatín milimetra.
Obdobne je to pri použití nonia s delením 1/20 či 1/50, ktoré sa na posuvných meradlách vyskytujú najčastejšie. Z toho vyplýva, že posuvné meradlo s desatinovým noniom má najmenší dielik s hodnotou 0,1 mm, pri dvadsatinovom noniu má dielik 0,05 mm a pri päťdesiatinovom noniu je dlhý 0,02 mm, čiže napr. hodnotu 19,88 mm je možné odmerať iba na posuvnom meradle s delením 1/50!
Pri meraní posuvným meradlom indikuje nulová ryska nonia rozmer, ktorého hodnotu je potrebné odčítať pomocou noniovej stupnice. Ak leží táto ryska medzi dvoma ryskami hlavnej stupnice, nachádza sa meraná hodnota v rozmedzí týchto hodnôt. Meraný rozmer vtedy zodpovedá hodnote zloženej z hodnoty hlavnej stupnice, ktorá je už prekročená a hodnoty noniovej rysky, ktorá je najlepšie stotožnená s ľubovoľnou ryskou na hlavnej stupnici posuvného meradla. Hodnota noniovej rysky závisí od delenia stupnice posuvného meradla.
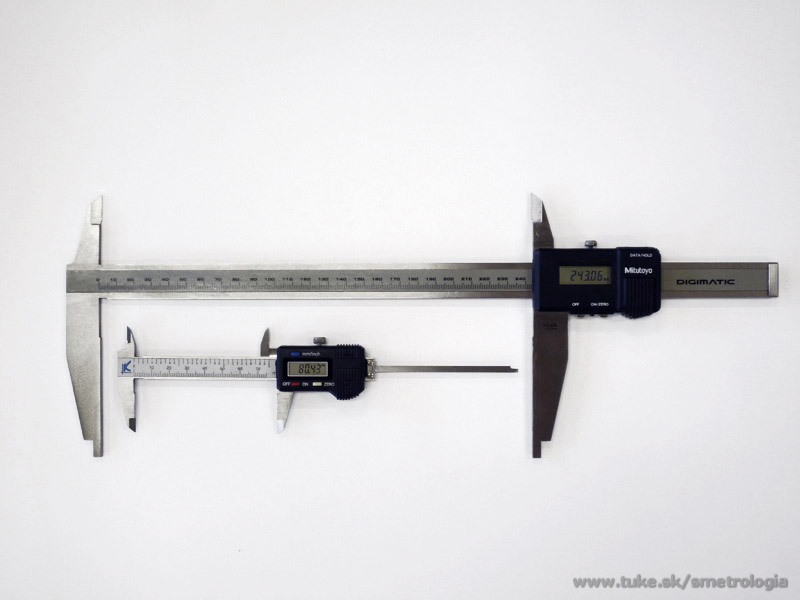
Hlavné rozmery a konštrukcia posuvných meradiel sú určené normami. Rozsah stupnice meradiel býva rôzny. Vyrábajú sa prevažne v rozmedzí od (0-100) mm až po (0-4000) mm.
Posuvné meradlo sa skladá z dvoch hlavných častí:
a) pevnej časti obdĺžnikového prierezu prípadne rúrkového tvaru s hlavnou milimetrovou stupnicou a pevnou čeľusťou,
b) pohyblivej časti s čeľusťou a noniovou stupnicou.
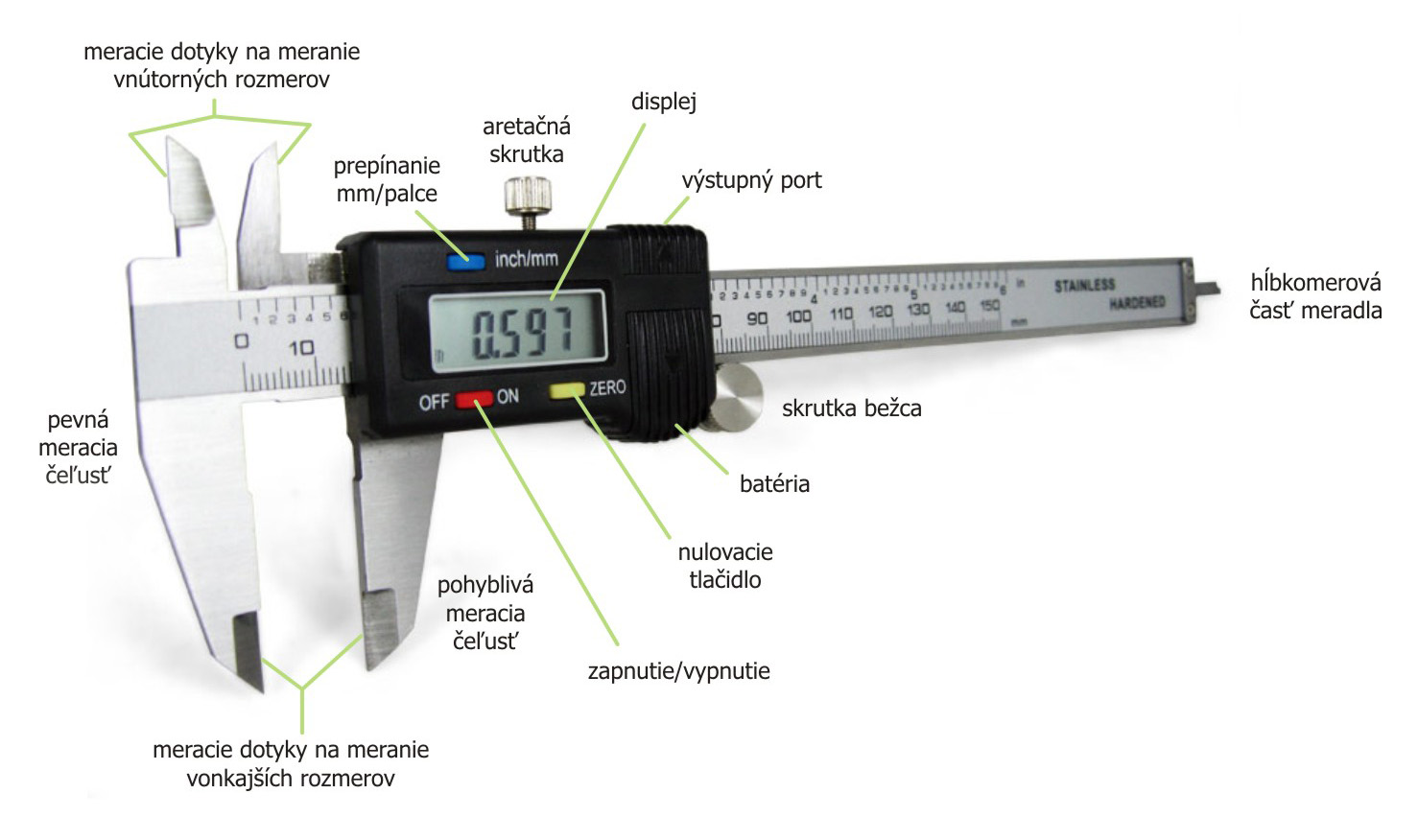
Od osemdesiatych rokov sa začali používať digitálne posuvné meradlá, kde nonius nahradil inkrementálny snímač a číslicový displej (najčastejšie s rozlíšením 0,01 mm).
Posuvné meradlá sa vyrábajú zvyčajne z nelegovaných alebo antikorových ocelí. Čeľuste sú vysoko tvrdené. Tolerancia rovinnosti a priamosti meracích plôch dosahuje 10 µm, rovnobežnosť je v tolerancii 15 µm. Na kalibrovanie sa obvykle používajú základné rovnobežné mierky. Pri meraní
najčastejšie vznikajú chyby spôsobené nedokonalým dotykom meracích a meraných plôch, nesprávnou polohou meradla, opotrebovaním alebo nepresnou výrobou plôch čeľustí prípadne nepresným odčítaním hodnoty, ktorá vytvára tzv. paralaxnú chybu.
Pri kontrole posuvného meradla sa zisťuje:
a) presnosť základnej stupnice - pomocou základných rovnobežných mierok prípadne dĺžkomerom,
b) kolmosť pevnej čeľuste vzhľadom k vodiacemu pravítku - vlasovým uholníkom,
c) rovinnosť (priamosť) vodiaceho pravítka - vlasovým pravítkom,
d) rovnobežnosť čeľustí – priesvitom.
|
|
Parametre
|
Typy:
Rozsahy [mm]:
Delenie (nonická diferencia)[mm]:
Maximálna dovolená chyba mechanických PM [µm]:
|
digitálne, mechanické
(0-80), (0-150), (0-600), (0-1000) atď.
1/10 (0,1); 1/20 (0,05); 1/50 (0,02)
(75+0,05L) pre delenie 1/10
(50+0,05L) pre delenie 1/20
(24+0,02L) pre delenie 1/50
kde L je meraná dĺžka v [mm]
|
|
|
Fotogaléria:
|







|
|
Fotopopis:
|

|
|
Schémy meradiel:
|
Schéma posuvného meradla s popisom hlavných častí
Animácia merania na posuvnom meradle s odčítaním hodnoty
|
|
Dokumenty:
|
Somet - dobový prospekt - posuvné meradlá (pdf, 6 strán)
Mahr - prospekt - digitálne meradlá (pdf, 1 strana)
Mahr - prospekt - posuvné meradlá vernierové (pdf, 1 strana)
Mahr - prospekt - posuvné meradlá s kruhovým číselníkom (pdf, 1 strana)
|
|
|
Rôzni výrobcovia
|
mikrometrické meradlá
|
|
Popis:
|
Mikrometrické meradlá sú meradlá dĺžok, ktoré využívajú pre polohovanie presnú skrutku s malým stúpaním, tzv. mikrometrickú
skrutku, ktorá polohuje meracie dotyky. Vďaka tomuto princípu merania je mikrometer presnejšie meradlo než "posuvka".
Koncept mikrometra bol vynájdený v 17. storočí. Anglický astronóm, matematik a konštruktér vedeckých prístrojov William Gascoigne vynašiel mikrometrickú skrutku ako lepšiu alternatívu k noniusu, aby mu to pomohlo v jeho štúdiu hviezd. Skutočným otcom dnešného mikrometra je francúz Jean Louis Palmer, ktorý dokázal že koncept mikrometra môže byť použitý pri presnom meraní rozmerov.
Štandardne sa vyrábajú mikrometrické skrutky z dôvodu dosiahnuteľnej presnosti stúpania v dĺžkach 25 mm a preto sú mikrometrické meradlá odstupňované po 25 mm v rozsahoch (0 až 25) mm, (25 až 50) mm, (50 až 75) mm, atď. Existujú aj špeciálne mikrometrické meradlá až do rozmeru jedného metra. Pre presné nastavenie nuly u mikrometrov s rozsahom nad 25 mm sa v kazete nachádza aj valčekový kaliber.
Mikrometer obsahuje štandardne dve stupnice. Hlavnú milimetrovú, ktorá je na objímke mikrometra a druhú rotačnú, ktorá sa nachádza po obvode bubienka a zvyčajne je delená na 50 dielikov. Keďže bubienok slúži ako matica a stúpanie závitu je 0,5 mm (čo znamená, že jedným pootočením bubienka o 360 stupňov sa pohyblivý dotyk posunie v smere osi o 0,5 mm), je najmenší dielik na bubienku rovný 0,01 mm posunu v smere osi rotácie. Z toho vyplýva, že pre posuv o 1 mm musíme otočiť bubienkom o dve celé otáčky. Pre získanie vyššej presnosti odčítania môže aj mikrometrické meradlo obsahovať nonius.
Väčšina mikrometrických meradiel obsahuje rapkáč, ktorý slúži na vyvodenie vhodnej meracej sily. Pri natáčaní bubienka bez
rapkáča môže dôjsť k deformácii meranej súčiastky medzi dotykmi, prípadne aj k deformácii meradla, čo môže ovplyvniť výsledok merania. Tento rapkáč je v podstate spojka, ktorá pri pôsobení väčšieho tlaku než je dovolený začne prekĺzavať.
Najbežnejším mikrometrickým meradlom je strmeňový mikrometer na meranie vonkajších rozmerov. Existujú však aj prevedenia pre meranie vnútorných rozmerov, dutín veľkých priemerov či dĺžok (tzv. mikrometrické odpichy), hĺbok (mikrometrické hĺbkomery), či špecificky tvarované mikrometrické meradlá na meranie priemerov drôtov, hrúbky plechov, trojbodové mikrometrické dutinomery, prípadne samostatné mikrometrické hlavice ako súčasť odčítacích zariadení projektorov, meracích mikroskopov a iných meracích prístrojov.
Aj mikrometre existujú v prevedení s číslicovým zobrazovačom a štandardne ponúkajú meranie s presnosťou až na 0,001 mm. Mikrometrické meradlá sú konštruované s vysokou tuhosťou a sú tepelne izolované pre elimináciu vplyvu teploty rúk obsluhy.
|
|
Parametre
|
Typy - podľa princípu:
Typy - podľa konštrukcie:
Rozsahy [mm]:
Delenie [mm]:
Maximálna dovolená chyba mechanických MM [µm]:
|
digitálne, mechanické
strmeňové, odpichy, hĺbkomery, na drôt, na plech, na závity, na ozubené kolesá
(0-25), (25-50), (50-75), (75-100) atď.
0,01 (mechanické); 0,001 (digitálne)
(4+L/100) pre I. triedu presnosti
(10+L/50) pre II. triedu presnosti
kde L je horný rozmer meracieho rozsahu v [mm]
|
|
|
Fotogaléria:
|








|
|
Fotopopis:
|

|
|
Schémy meradiel:
|
Schéma strmeňového mikrometra s popisom hlavných častí
Animácia merania na mikrometri s odčítaním hodnoty (zdroj www.amazingedu.com)
|
|
Dokumenty:
|
Mikrometre Somet - katalógové listy dobové (pdf, 7 strán)
|
|
|
Rôzni výrobcovia
|
číselníkové odchýlkomery
|
|
Popis:
|
Číselníkové odchýlkomery sú jednoduché meracie prístroje pre presné odmeriavanie malých vzdialeností. Okrem pojmu
číselníkový odchýlkomer sa používajú i pojmy číselníkový indikátor alebo hovorovo "hodinky". Tento názov vznikol z principiálnej
podoby odchýlkomera so spomínaným meračom času. Meraný lineárny pohyb je totiž prevedený transformačným mechanizmom na rotačný pohyb
ručičky indikátora. Existujú viaceré typy odchýlkomerov s ozubeným, pákovým, pružinovým či kombinovaným prevodom. Tiež sa rozlišujú
odchýlkomery s jednootáčkovým, viacotáčkovým či menej ako jednootáčkovým číselníkom.
V dnešnej dobe sa začali využívať aj digitálne odchýlkomery s čislicovým displejom, no jednoduché verzie bez
prídavných funkcií ako pamäť či indikátor ručičky na displeji nie sú plnohodnotnou náhradou klasického číselnikového odchýlkomera.
Kontrola hraničných hodnôt hádzania meranej súčiastky je pri číslicovom zobrazení omnoho obtiažnejšia než u ručičkových odchýlkomerov.
Avšak pri moderných digitálnych odchýlkomeroch s prenosom dát do PC je možné i rýchle štatistické vyhodnocovanie množstva meraných
dát, čo im dáva oproti čisto mechanickým odchýlkomerom značnú výhodu.
Páčkové odchýlkomery sú špeciálnym typom číselnikových odchýlkomerov, kde sa namiesto posuvného dotyku využíva
otočne namontovaný dotyk. Ten umožňuje vytvoriť prítlak v oboch smeroch. Rozsah jeho pohybu je zvyčajne okolo 200 stupňov. Bežne sa vyrábajú
s dĺžkou páčky od 12,8 mm do 44,5 mm.
Keďže odchýlkomery vyvodia len malý pohyb (obyčajne pri stotinových odchýlkomeroch je to 10 až 30 mm), používajú sa
najčastejšie na komparačné meranie. V spojení s tuhým meracím stojanom je možné vykonávať porovnávacie meranie, a teda takáto zostava
slúži ako tzv. komparátor. Nula na stupnici je presúvateľná, preto je možné nastaviť relatívnu nulu v ktorejkoľvek polohe dotyku.
Najbežnejšie je možné sa stretnúť s odchýlkomermi s najmenším dielikom rovným 0,01 mm. Vyrábajú sa však aj ochýlkomery
s presnosťou 0,001 mm a aj presnejšie. Odchýlkomery s presnosťou 1 µm a menej majú štandardne menej než jednootáčkový číselník a pracovná
dĺžka je väčšinou len niekoľko málo desiatok mikrometrov. Ako transformačný mechanizmus využívajú kombináciu ozubeného a pákového prevodu
(napríklad Milimess alebo Supramess od firmy Mahr), prípadne veľmi presnú torznú pružinu (používaná napr. v
Mikrokátoroch), ktorou sa dá získať až nanometrické rozlíšenie.
Dotyky odchýlkomerov sú vymeniteľné a preto je možné si vybrať z množstva rôznych tvarov a veľkostí podľa požadovanej
aplikácie. Tvar dotyku je zvyčajne vyberaný tak, aby sa získal bodový kontakt s meranou súčiastkou. Pre rovinné plochy sa preto využívajú
guľové dotyky, pre guľové plochy rovinné dotyky atď. Dotyk je k súčiastke pritláčaný silou, ktorú vyvodzuje vratná pružina.
|
|
Parametre
|
Typy:
Delenie:
Maximálna nepresnosť odchýlkomerov:
|
- digitálne, mechanické
- jednootáčkové, viacotáčkové, menej než jednootáčkové
- posúvne, páčkové
0,01 mm; 0,001 mm; 0,0005 mm atď.
-
|
|
|
Fotogaléria:
|








|
|
Dokumenty:
|
Číselníkové odchýlkomery Somet - dobový prospekt (pdf, 8 strán)
Mikrokátory Somet - dobový prospekt (pdf, 2 strany)
Páčkové číselníkové odchýlkomery Somet - dobový prospekt (pdf, 4 strany)
Presné číselníkové odchýlkomery Mahr - aktuálny prospekt (pdf, 5 strán)
|
|
|
Rôzni výrobcovia
|
pasametre
|
|
Popis:
|
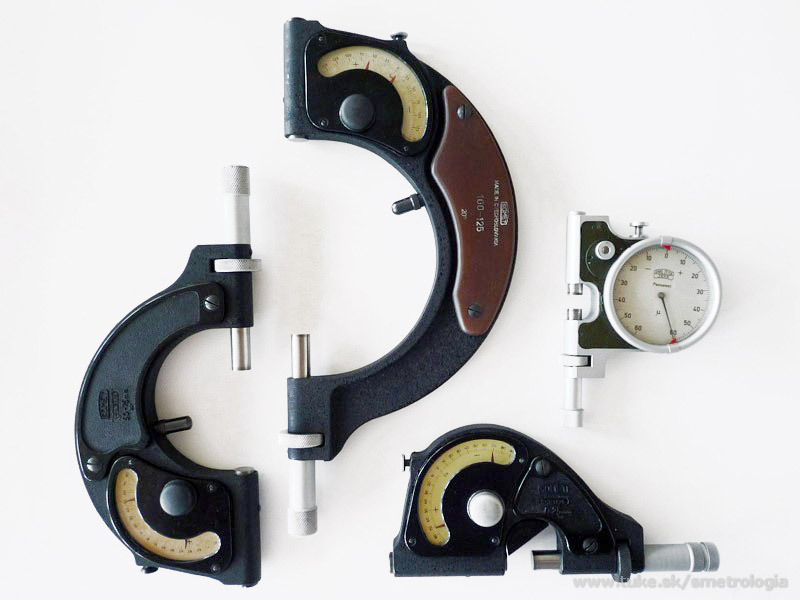
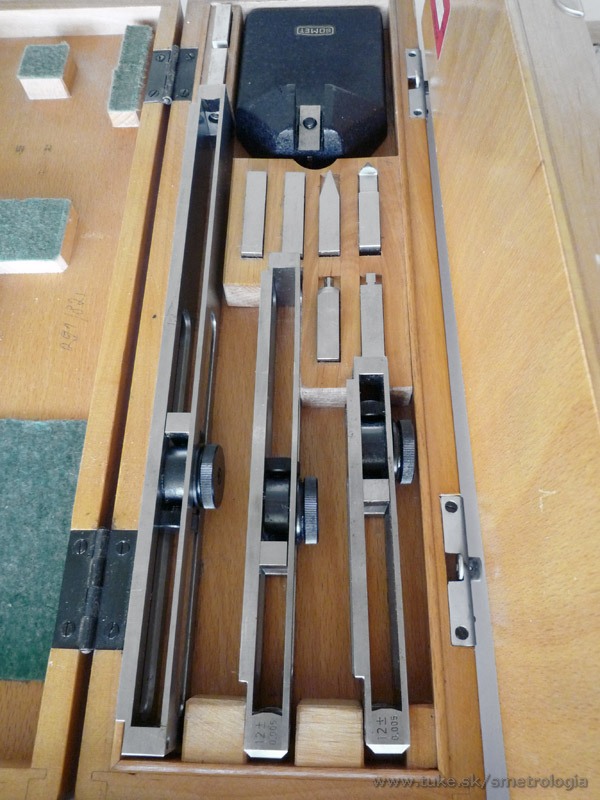
Pasametre sú meradlá slúžiace na presné komparačné meranie. Aj keď pripomínajú tvarom mikrometer, neobsahujú
mikrometrickú skrutku so stupnicou, čiže nedokážu merať absolútnu hodnotu rozmeru súčiastky.
Meranie pasametrom je pomerne jednoduché. Buď sa nastavuje nominálna hodnota vyskladaním základných rovnobežných
mierok na presnú vyžadovanú hodnotu alebo sa použije vzorová súčiastka s ktorou sa merané súčiastky porovnávajú. Pri vložení prvku
s menovitou dĺžkou medzi dotyky, sa na indikátore nastaví ručička na nulu. Vkladaním meraných súčiastok medzi dotyky
pasametra sa ručička odkláňa od nulovej hodnoty do plusového alebo mínusového smeru a na stupnici je možné odčítať odchýlku
od tejto menovitej hodnoty. Najmenší dielik na pasametroch býva väčšinou (1, 2 alebo 5) µm.
Pri súčiastke s menovitým dĺžkovým rozmerom napr. 20 mm a pasametrom s najmenším dielikom 2 µm, je pri
vychýlení ručičky o 3 dieliky do mínusového smeru jej absolútna hodnota rovná 19,994 mm.
|
|
Parametre
|
Typy:
Rozsahy [mm]:
Delenie:
Maximálna nepresnosť pasametrov:
|
digitálne, analógové; na vonkajšie rozmery, na vnútorné rozmery, s meracími ramienkami na špeciálne aplikácie atď.
(0-25), (25-50) atď., ale aj (0-40), (40-80), (80-120) atď.
0,005 mm; 0,002 mm; 0,001 mm atď.
-
|
|
|
Fotogaléria:
|




|
|
Dokumenty:
|
Pasametre a mikrometre s čísel. odchýlkomerom firmy Somet - dobový prospekt (pdf, 4 strany)
Passatest firmy Carl Zeiss Jena - popis a návod na obsluhu (pdf, 8 strán)
Technický popis a návod na obsluhu pre passameter (pdf, 3 strany)
|
|
|
Rôzni výrobcovia
|
hĺbkomery s odchýlkomermi
|
|
Popis:
|
Pre meranie hĺbok dier, drážok, zápichov a podobne môžeme použiť viacero typov meradiel. Medzi najjednoduchšie
patria posuvné meradlá alebo posuvné hĺbkomery, ktoré štandardne ponúkajú presnosť 0,1 až 0,02 mm. Pre presnejšie
meranie slúži mikrometrický hĺbkomer, ktorý ponúka rovnako ako štandardný strmeňový mikrometer presnosť 0,01 mm. Týmito meradlami
je možné merať absolútne hodnoty hĺbok.
Pre ešte presnejšie meranie je možné použiť hĺbkomery s odchýlkomermi, ktoré však neponúkajú absolútnu hodnotu
meraného rozmeru ale ako u všetkých odchýlkomerov ponúkaju iba odchýlku od určitej hodnoty, teda relatívnu hodnotu. Tú je potrebné
nastaviť pred meraním a potom využitím tohto meradla získať hodnotu rozdielu.
V kazete od hĺbkomera s odchýlkomerom sa nachádzajú aj výmenné dotyky rôznych dĺžok, nakoľko ochýlkomery
majú len malý rozsah pohybu. Dlhšími dotykmi je možné merať hlbšie diery a takouto sadou sa rozsah merania rozšíri.
|
|
Parametre
|
Typy:
Delenie:
Maximálna nepresnosť hĺbkomerov:
|
analógové, digitálne
0,01 mm; 0,001 mm atď.
-
|
|
|
Fotogaléria:
|




|
|
Dokumenty:
|
Hĺbkomer Carl Zeiss Jena - popis a základné parametre (jpg)
|
|
|
Rôzni výrobcovia
|
dutinomery s odchýlkomermi
|
|
Popis:
|
Dutinomery tiež nazývané subitá či intometre slúžia na kontrolu priemerov dier. Skladajú sa z troch hlavných častí:
analógového alebo digitálneho odchýlkomera, držiaka s transformačným zariadením a strediaceho prvku. Sú najčastejšie konštruované
tak, aby vo valcovej diere vznikol trojbodový dotyk. Jeden z dotykov je posuvný a jeho pohyb je prevedený na pohyb tiahla
odchýlkomera. Dotyky sú vymeniteľné a tým je umožnené merať diery vo väčšom rozsahu, než štandardne ponúka odchýlkomer.
Druhý typ vytvára dvojbodový kontakt s meranou dierou, kde špeciálne poddajné dotyky prenášajú deformáciu na tiahlo odchýlkomera.
Tento typ sa najčastejšie využíva pre meranie dier s malými priemermi - už od 1 mm.
Pred meraním je nutné nastaviť odchýlkomer dutinomeru na nulu alebo vyžadovanú hodnotu. Pre nastavenie sa používajú
nastavovacie krúžky, dĺžkomery, prípravky pre nastavovanie dutinomerov, držiaky koncových mierok s ramienkami a podobne, čo
záleží aj na požadovanej presnosti.
Pri meraní sa po nastavení dutinomera na menovitú hodnotu tento vloží do kontrolovaného otvoru, kývavým pohybom sa
vyhľadá úvrať a odčíta sa odchýlka od nastaveného rozmeru.
|
|
Parametre
|
Typy:
Delenie:
Maximálna nepresnosť dutinomerov:
|
-
-
-
|
|
|
Fotogaléria:
|







|
|
Dokumenty:
|
Dutinomery Somet - dobové katalógové listy (pdf, 2 strany)
Dutinomery Somet - dobový prospekt (pdf, 4 strany)
Dutinomery Somet - dobový prospekt (pdf, 2 strany)
|
|
Rôzni výrobcovia
|
výškomery
|
Popis:
|
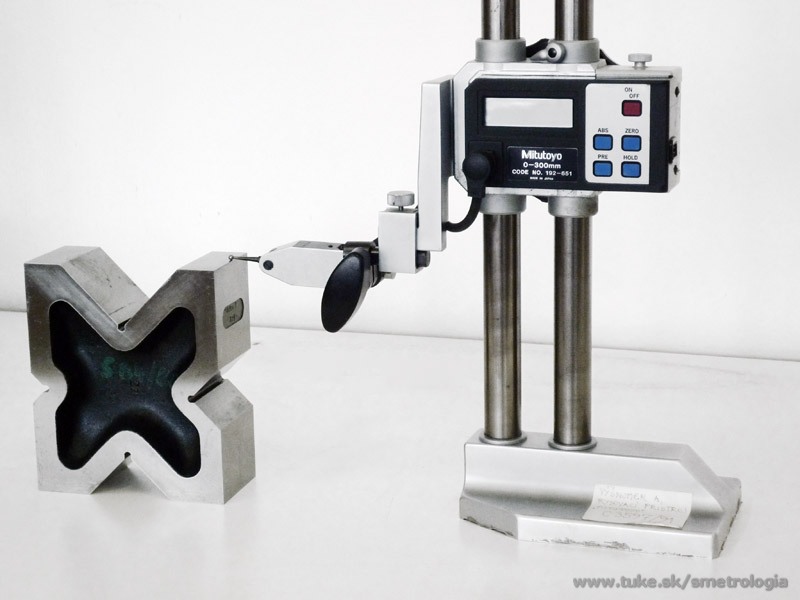
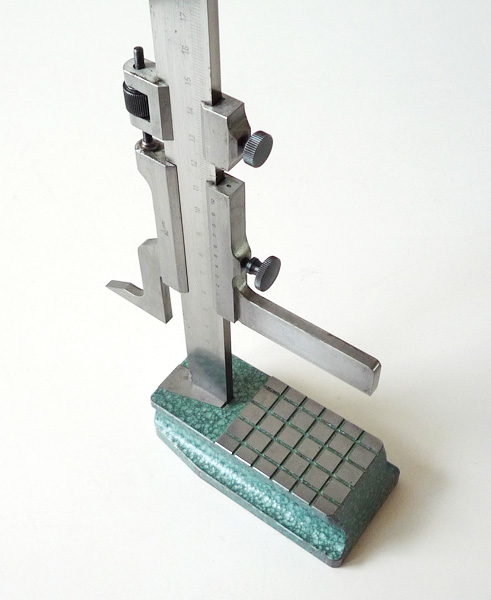
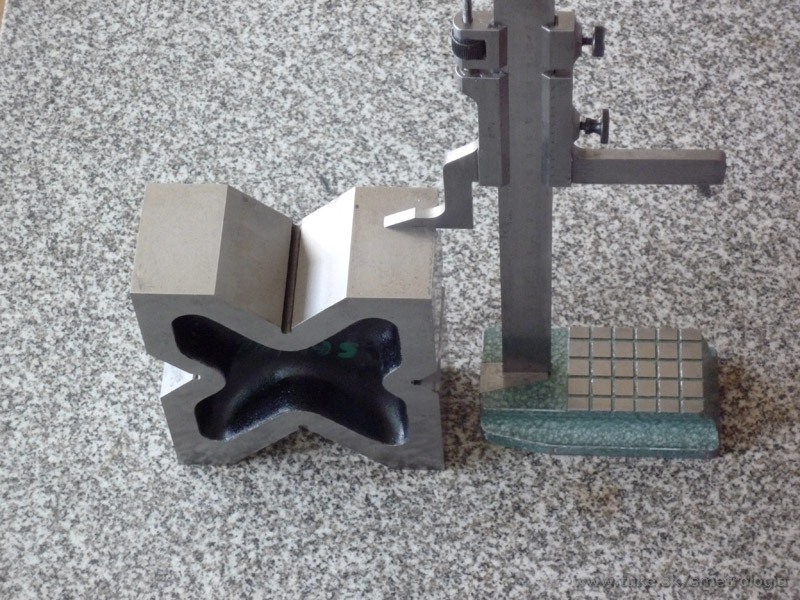
Výškomery sú dĺžkové meradlá špeciálne určené pre meranie výšky súčiastok. V prevedení s nóniovou stupnicou sa odčítanie prevádza obdobne ako pri posúvnych meradlách. Rozdiel je iba v konštrukcii. Výškomer má základnú dosku, na ktorej je upevnené pevné meradlo s milimetrovou stupnicou. Po tomto meradle sa pohybuje posúvna čásť, ktorá je opatrená ramenom pre meranie výšky súčiastok položených buď na základnej doske alebo na kontrolnej doske (napr. na žulovej doske). Používajú sa tiež výškomery s ramenami upravenými ako hroty na orysovanie, tzv. nádrhy.
Aj výškomery samozrejme existujú v prevedení digitálnom. Výhodou je napríklad jednoduché odčítanie hodnoty, nulovanie stupnice v ľubovoľnej polohe, prepojenie výškomera s PC a zber meraných dát. K digitálnemu výškomeru je možné pripojiť i páčkový odchýlkomer a dáta o odchýlke sa spočítajú s hodnotou výšky snímanej na stojane.
Podklady k výškomeru Mitutoyo sú na týchto stránkach publikované s priateľskou podporou MITUTOYO Messgeräte GMbH.
|
Parametre:
|
Rozsah polohovania:
Najmenší dielik:
|
(0-300) mm pre digitálny výškomer Mitutoyo,
rôzne rozsahy pre rôzne prevedenia výškomerov
podobne ako u posuvných meradiel
|
|
|
Fotogaléria:
|





|
|
Dokumenty:
|
Manuál k výškomeru Mitutoyo v anglickom jazyku (pdf, 37 strán)
Prospekt k výškomeru s nádrhom firmy Somet (pdf, 2 strany)
|
|
|
Rôzni výrobcovia
|
základné mierky rovnobežné a uhlové
|
|
Popis:
|
Základné (alebo tiež koncové) mierky zaviedol na konci 19. storočia švédsky vedec Carl Edvard Johansson.
Pojem Johanssonové mierky sa taktiež často používa pre pomenovanie základných mierok. Základné rovnobežné alebo uhlové mierky
sú kovové prípadne keramické hranoly s garantovaným presným dĺžkovým alebo uhlovým rozmerom. Základné mierky rovnobežné (ZMR)
majú dve rovnobežné lapované plochy s malými odchýlkami rovnobežnosti a rovinnosti, medzi ktorými je vzdialenosť garantovaná
na niekoľko desiatok nanometrov (záleží od triedy presnosti ZMR).
Mierky sa vyrábajú v sadách s odstupňovanými rozmermi. Na vyskladanie konkretného rozmeru sa mierky spájajú
medzi sebou a vzniká tak blok mierok nazývaný tiež etalón. Mierky sa spájajú nasúvaním jednej mierky na druhú. Adhézna sila, ktorá
drží mierky navzájom je vďaka vysokej roninnosti a nízkej drsnosti plôch markantná. Spojenie dvoch mierok dokáže vzdorovať aj sile
1000 N pôsobiacej normálovo od spájaných plôch (viď prospekty a podklady - Johansson).
Materiál mierok musí byť vysoko odolný proti opotrebeniu, vysoko tvrdý, odolný voči korózii (mierky aj napriek
tomu musíme konzervovať!), s malým koeficientom teplotnej rozťažnosti a s dobrou priľnavosťou. Najčastejšie sa využíva nástrojová
oceľ 19 422. Mierka je kalená na tvrdosť HRC 61 až 63. Tento materiál je však málo odolný voči korózii. Ďalším používaným materiálom
je karbid volfrámu. Drahšie, no odolné voči korórii sú mierky z oxydokeramiky. Sú taktiež odolnejšie voči oterom a majú nižší
koeficient teplotnej rozťažnosti.
Základné mierky rovnobežné (ZMR) sa najčastejšie používajú ako etalóny dĺžky a pre nastavovanie a overovanie meracích prostriedkov.
Presnosť základných mierok je kategorizovaná do štyroch tried presnosti: K - kalibračné, 0 - etalónové, 1 - používané ako etalón aj
ako pracovné meradlo, 2 - dielenské, pre kontrolu posúvnych meradiel, mikrometrov alebo pre komparačné meranie. Pri ZMR je potrebné
pravidelne kontrolovať strednú dĺžku mierky, rovinnosť a rovnobežnosť meracích plôch. Dĺžka sa najčastejšie kontroluje pomocou
interferenčného komparátora, rovinnosť použitím planparalelných doštičiek.
Pri zostavovaní mierok je pravidlom, že daný rozmer sa skladá z čo najmenšieho počtu mierok. Mierky nemajú byť zložené
dlhšie, ako je to nevyhnutné potrebné. Oddeľujú sa od seba podobne ako pri skladaní, čiže oblúkovým posúvaním plôch voči sebe. Nikdy
sa nesmú plochy od seba "odlepovať" ťahaním kolmo na plochu alebo odklápaním do strany. Môže sa tým znehodnotiť povrch mierky.
Základné mierky uhlové (ZMU) nie sú využívané v takej mierke ako ZMR. Pre vytvorenie presného uhla sa v praxi
často využíva spojenie ZMR a sínusového pravítka. Avšak v aplikáciách kde nie je možné sínusové pravítko
použiť sa využívajú práve ZMU. Sú to ploché hranoly s presne definovanými uhlami. Ramená uhla sú rovnako ako u ZMR lapované a je garantovaná
ich vysoká rovninnosť a nízka drsnosť. Chyba dvoch spojených mierok nepresahuje ± 24". Dovolená odchýlka uhlovej mierky 1. stupňa
triedy presnosti je ± 10".
|
|
Parametre
|
Typy:
Rozsahy:
Materiál:
Trieda presnosti:
Systematické chyby:
Max. dovolené chyby:
|
rovnobežné, uhlové
pre ZMR sady napr. po 92 resp. 103 kusov (0,5 až 100 mm); 82 kusov (0,5 až 10 mm); 8 kusov (125 až 500mm); 1 kus 1000mm
pre ZMU sady po 36, 86 alebo 94 kusov (0 až 360° s rôznym odstupňovaním)
nástrojová oceľ 19 422 (Poldi EK), karbid volfrámu (WC), oxydokeramika (ZrO2)
K - kalibračné, 0 - etalónové, 1 - používané ako etalón aj ako pracovné meradlo,
2 - dielenské
viď certifikáty
viď certifikáty
|
|
|
Fotogaléria:
|






|
|
Dokumenty:
|
Základné rovnobežné mierky Somet - prospekt od výrobcu (pdf, 20 strán)
Základné rovnobežné mierky Somet - kvalitný dobový prospekt (pdf, 16 strán)
Základné rovnobežné mierky Somet - záručný list (pdf, 4 strany)
Certifikát pre sadu základných rovnobežných mierok CVI-618384 (pdf, 1 strana)
Certifikát pre sadu základných rovnobežných mierok H2-65875 (pdf, 1 strana)
Certifikát pre sadu základných rovnobežných mierok K3-18819 (pdf, 1 strana)
|
|
|
Rôzni výrobcovia
|
planparalelné sklíčka
|
|
Popis:
|
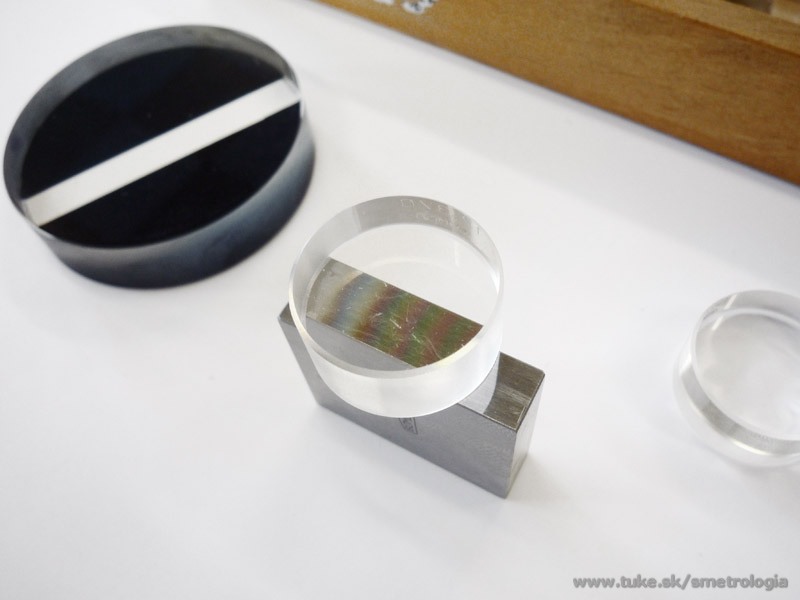
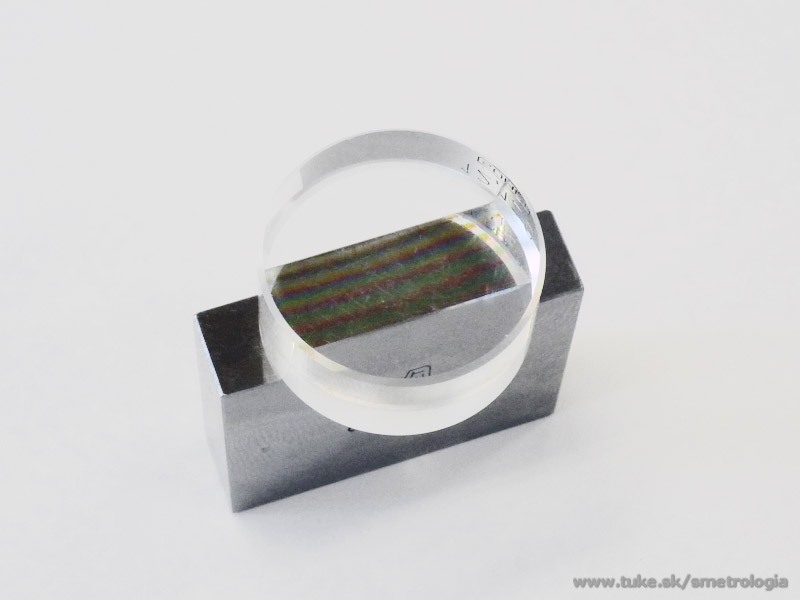
Planparalelné sklíčka alebo doštičky sú sklenené mierky, ktoré sa používajú na kontrolu rovinnosti
alebo rovnobežnosti rovinných povrchov zhotovených s vysokou presnosťou. Väčšinou sa nimi kontrolujú brúsené, lapované
alebo superfinišované plochy, ktorých drsnosť je v oblasti pod 1µm. Na kontrolu sa totiž využíva interferenčná
metóda.
Najčastejšie sa nimi kontroluje kvalita povrchu základných rovnobežných mierok alebo dotyky mikrometrov
či posúvnych meradiel. Podľa účelu sa tieto mierky delia na rovinné a rovnobežné. Podľa presnosti sú rozdelené do skupín
nultého stupňa presnosti a prvého stupňa presnosti. Dovolené chyby rovinnosti a rovnobežnosti pre mierky sa pohybujú
okolo hodnoty 0,0001 mm (t.j. 100 nm).
|
|
Parametre
|
Typy:
Dovolené odchýlky:
|
na kontrolu rovinnosti, na kontrolu rovnobežnosti
rovnobežnosť 0,0001 mm,
rovinnosť (0. stupeň) 0,0001 mm,
rovinnosť (1. stupeň) 0,0002 mm
|
|
|
Fotogaléria:
|

|
|
Dokumenty:
|
Planparalelné doštičky Somet - dobový prospekt (pdf, 2 strany)
|
|
|
Rôzni výrobcovia
|
uhlomery a uholníky
|
|
Popis:
|
Uholníky sú meradlá určené pre kontrolu pravých uhlov. Existujú tri základné vyhotovenia. Najjednoduchší
uholník v tvare L slúži na kontrolu i orysovanie. Príložný uholník obsahuje príložnú časť, ktorá pomáha pri spresnení
kontroly priložením meranej súčiasky na doraz k príložnej časti. Uholník nožový (viď. fotografie) sa používa na presnú kontrolu
a štandardne sa nepoužíva na orysovanie. Je presnejší a v protisvetle je možné jednoduchšie vidieť okrem odchýlky kolmosti aj
rovinnosť kontrolovanej plochy.
K meraniu uhlov (nie len tých pravých) sa využívajú kovové uholníky. Existuje mnoho vyhotovení líšiacich sa
od seba tvarom, presnosťou, materiálom a aj cenou. Najjednoduchšie prevedenia majú 180 stupňovú stupnicu a rameno, ktorého
naklápaním je možné určovať uhol s presnosťou na jeden stupeň. Kvalitnejšie uhlomery obsahujú podobne ako posúvne meradlá nonius,
ktorým je možné stupne deliť na menšie jednotky. Tieto univerzálne uhlomery dokážu merať s presnosťou až na 1 minútu, štandardne
na 5 minút.
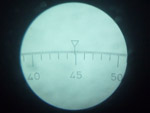
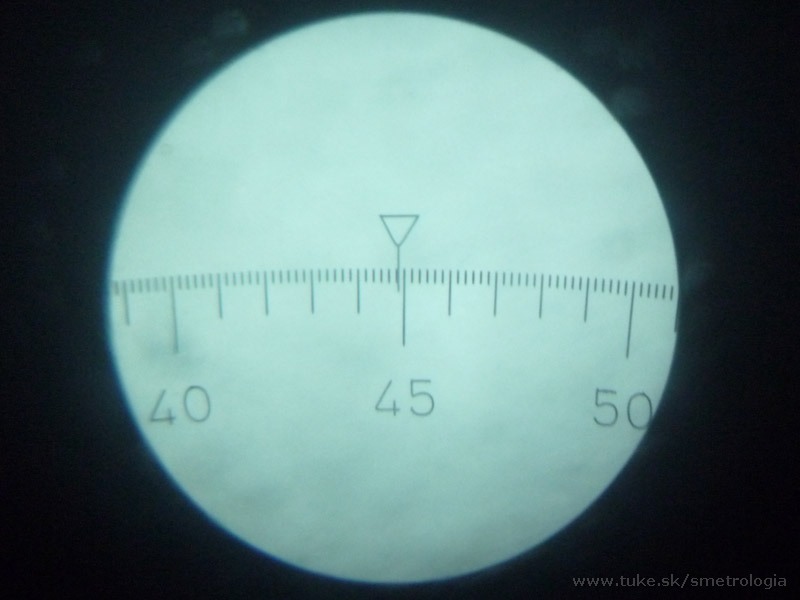
Na obrázkoch je možné vidieť aj uhlomer optický. Konštrukcia uhlomera je obdobná ako u univerzálnych uhlomerov,
avšak odčítanie je možné iba pomocou okulára. V ňom je protisvetlom osvetlená stupnica, pomocou ktorej je možné odčítať
uhol na 10 minút (1/6 stupňa).
|
|
Parametre
|
Typy uholníkov:
Typy uhlomerov:
|
štandardné L a T prevedenia, príložné, nožové, ...
univerzálne kovové alebo plastové s alebo bez noniovej stupnice, optické
|
|
|
Fotogaléria:
|




|
|
Dokumenty:
|
Uhlomery a uholníky Somet - dobové katalógové listy (pdf, 4 strany)
|
|
Rôzni výrobcovia
|
vodováhy, libely
|
Popis:
|
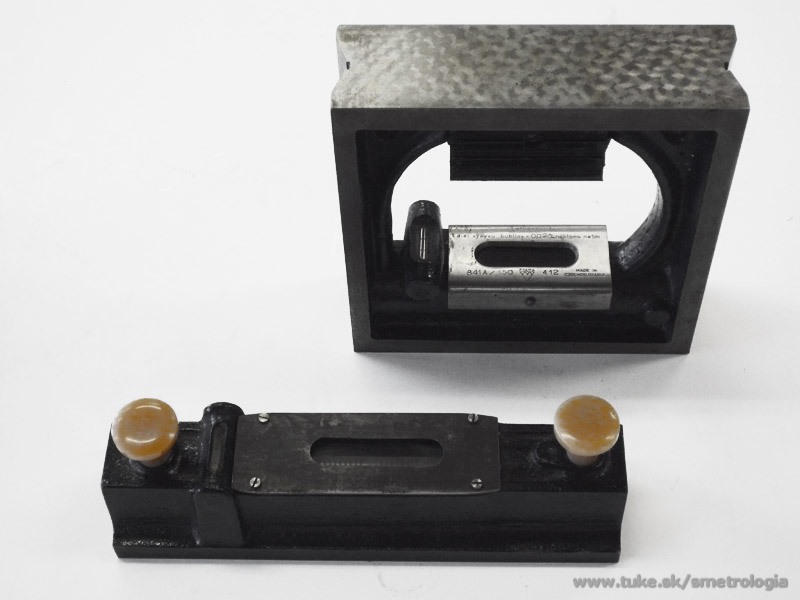
Najjednoduchším spôsobom merania vodorovnosti je použitie dvoch spojených trubíc s kvapalinou vo vnútri.
Tento spôsob sa používa často v stavebníctve. V strojárskej praxi sa využívajú buď zakrivené nádoby (tzv. U trubice) alebo
častejšie vodováhy (libely). Existuje veľké množstvo typov vodovách určených pre rôzne aplikácie a s rôznou presnosťou merania.
Najjednoduchšie vodováhy sú vyhotovené s jednou trubičkou naplnenou vodou. Pre meranie vodorovnosti v
dvoch kolmých smeroch sa využívajú vodováhy krížové, ktoré majú dve navzájom kolmé trubičky. Rámová vodováha je tvorená
robusným pravouhlým rámom a tým umožňuje okrem merania vodorovnej polohy aj meranie polohy zvislej. Často je opatrená aj prizmatickými plochami
pre ľahšie meranie napríklad na valcových nohách strojov.
Značky na trubici pomáhajú pri odčítaní hodnoty sklonu oproti vodorovnej polohe. Napríklad vodováha od firmy
Carl Zeiss dokáže merať na základnej stupnici s presnosťou 1 mm/m (3,4') a pri jemnom delení až na 0,001 mm/m, čiže 2 uhlové
sekundy.
Vyrábajú sa aj vodováhy optické, u ktorých sa odčítava hodnota v okulári.
|
Parametre:
|
Prevedenia vodováh:
Uvádzanie najmenšieho dielika:
|
spojité nádoby alebo zakrivená trubica, rámové, krížové, optické, ...
v stupňoch (resp. minútach alebo sekundách), v mm/m
|
|
|
Fotogaléria:
|




|
|
Dokumenty:
|
Vodováha firmy Carl Zeiss Jena - dobový prospekt (pdf, 8 strán)
Vodováha firmy Carl Zeiss Jena - výber z dobového firemného katalógu (pdf, 2 strany)
|
|
Rôzni výrobcovia
|
kalibre
|
Popis:
|
Kalibre sú hraničné meradlá najčastejšie využívané pre rýchlu kontrolu v sériovej výrobe. Ich použitím
sa nezisťuje skutočný rozmer a ani odchýlka od menovitej hodnoty, ale zisťuje sa či je kontrolovaná súčiastka dobrá, opraviteľná alebo
neopraviteľná. Neopraviteľné sa tiež nazývajú zmätky.
Kalibre sa delia do dvoch skupín:
- netolerančné - majú iba jeden tvar, ktorý sa porovnáva s kontrolovaným kusom.
- tolerančné - majú stranu dobrú, ktorá slúži pre kontrolu horného (dolného) medzného rozmeru hriadeľa (diery)
a stranu nepodarkovú pre kontrolu dolného (horného) medzného rozmeru hriadeľa (diery). Kontrolovaný rozmer leží
v tolerančnom poli, pokiaľ dobrá strana kalibra prejde a nepodarková neprejde.
Pravidlá platné pre kalibre, ktoré sformuloval Taylor:
- Dobrá strana medzného meradla nemá zisťovať skutočný rozmer, ale funkčnú vhodnosť kontrolovanej plochy.
- Nepodarková strana medzného meradla má posudzovať skutočný rozmer a nie či kontrolovaná plocha vyhovuje funkčne.
Pri kontrole hriadeľa by sa mal ako dobrá strana použiť kontrolný krúžok a ako nepodarková strana
strmeňový kaliber, aby bolo možné rozmery kontrolovať bodovo, čím sa dajú zistiť miestné odchýlky tvaru, ktoré prekračujú
tolerančné pole.
V praxi sa používajú tri druhy kalibrov: dielenské, preberacie a porovnávacie. Dielenské sa používajú
vo výrobe, preberacie pri preberaní výrobkov zákazníkom a porovnávacie pre kontrolu dielenských a preberacích kalibrov.
Aby bolo možné na prvý pohľad rozoznať dobrú stranu kalibrov od nepodarkovej, značia sa najčastejšie
nepodarkové strany farebnou značkou (zvyčajne červenou farbou), prípadne sa skracuje nepodarková strana alebo sa zrezávajú jej
hrany.
Postup pri kontrole diery kalibrom:
1. do diery sa vsúva dobrá strana (jej menovitý rozmer zodpovedá DMR)
a) prejde - rozmer diery je väčší ako DMR (OK)
b) neprejde - rozmer diery je menší ako DMR (opraviteľný nepodarok)
2. do diery sa vsúva nepodarková strana (jej rozmer zodpovedá HMR)
a) prejde - rozmer diery je väčší ako HMR - neopraviteľný nepodarok
b) neprejde - rozmer diery je menší ako HMR (OK)
Rozmer diery leží v tolerancii (teda medzi DMR a HMR) keď dobrá strana prejde a súčasne nepodarková neprejde. Pri kontrole vonkajšieho rozmeru je postup obdobný. Z uvedeného postupu vyplýva, že nepodarková strana kalibra sa vo väčšine prípadov nezasúva
(ak je kontrolovaný rozmer v tolerancii), takže nenastáva opotrebenie. Dobrá strana naopak neustálym zasúvaním trpí opotrebením.
Pri presnom meraní kalibrami je nutné brať na zreteľ aj teplotu okolitého prostredia. Teplotná rozťažnosť má totiž
veľký vplyv na výsledok merania. Napríklad kaliber s rozmerom 100 mm sa držaním v ruke dlhšiu dobu môže predĺžiť až o 0,005 mm
a potom by kalibrom mohli prechádzať aj nepodarky o tento rozmer väčšie. Preto by sa mal kaliber držať v ruke iba nevyhnutný
čas určený pre meranie.
|
Parametre:
|
Typy kalibrov:
Označovanie nepodark. strany:
|
pre vonkajšie rozmery (hriadele), pre vnútorné rozmery (diery);
valcové, strmeňové, špeciálne tvarované;
tolerančné, netolerančné;
červenou značkou, zrezaním hrán, skrátením, číselným alebo slovným označením
|
|
|
Fotogaléria:
|



|
|
Dokumenty:
|
Kalibre valčekové, ploché a strmeňové - dobové katalógové listy (pdf, 5 strán)
Kalibre Chronotechna - dobový katalóg (pdf, 4 strany)
Sklenené kalibre a planparalelné sklíčka Somet - dobový prospekt (pdf, 12 strán)
|
| |





















































{kind=link}
{kind=link}
{kind=link}